




Když člověk zvládne základy 3D tisku, začne si všímat, že vzhled výtisku stojí na drobnostech. Ne na tom, co je vidět na první pohled, ale na pár schovaných nastaveních ve sliceru. Tři z nich mají překvapivě silný efekt: vyhladí vršky, schovají šev a zrychlí tisk bez toho, aby zmizely detaily. Tady je, kde dávají smysl a co mi přijde dobré mít na radaru. Abych tomu sama líp rozuměla, vytiskla jsem si jednoduché testy — placku, válec a kouli — a nafotila i screenshoty ze sliceru, ať je porovnání jasné.
Ironing: když vršek potřebuje působit uhlazeně
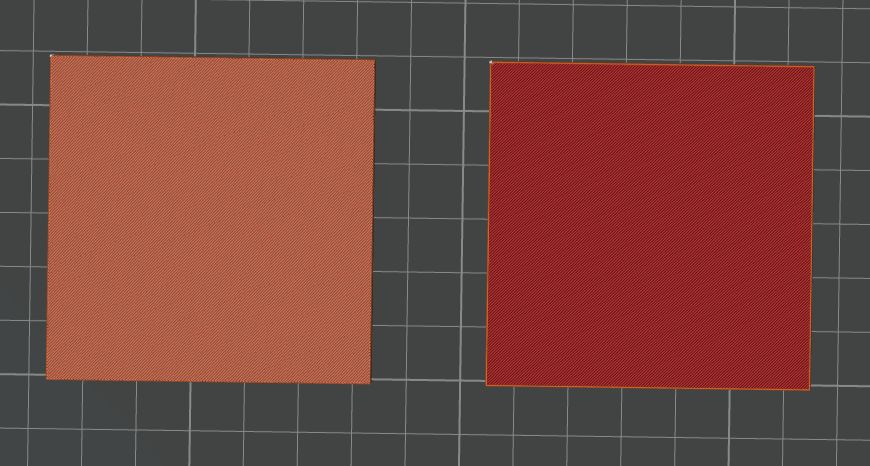
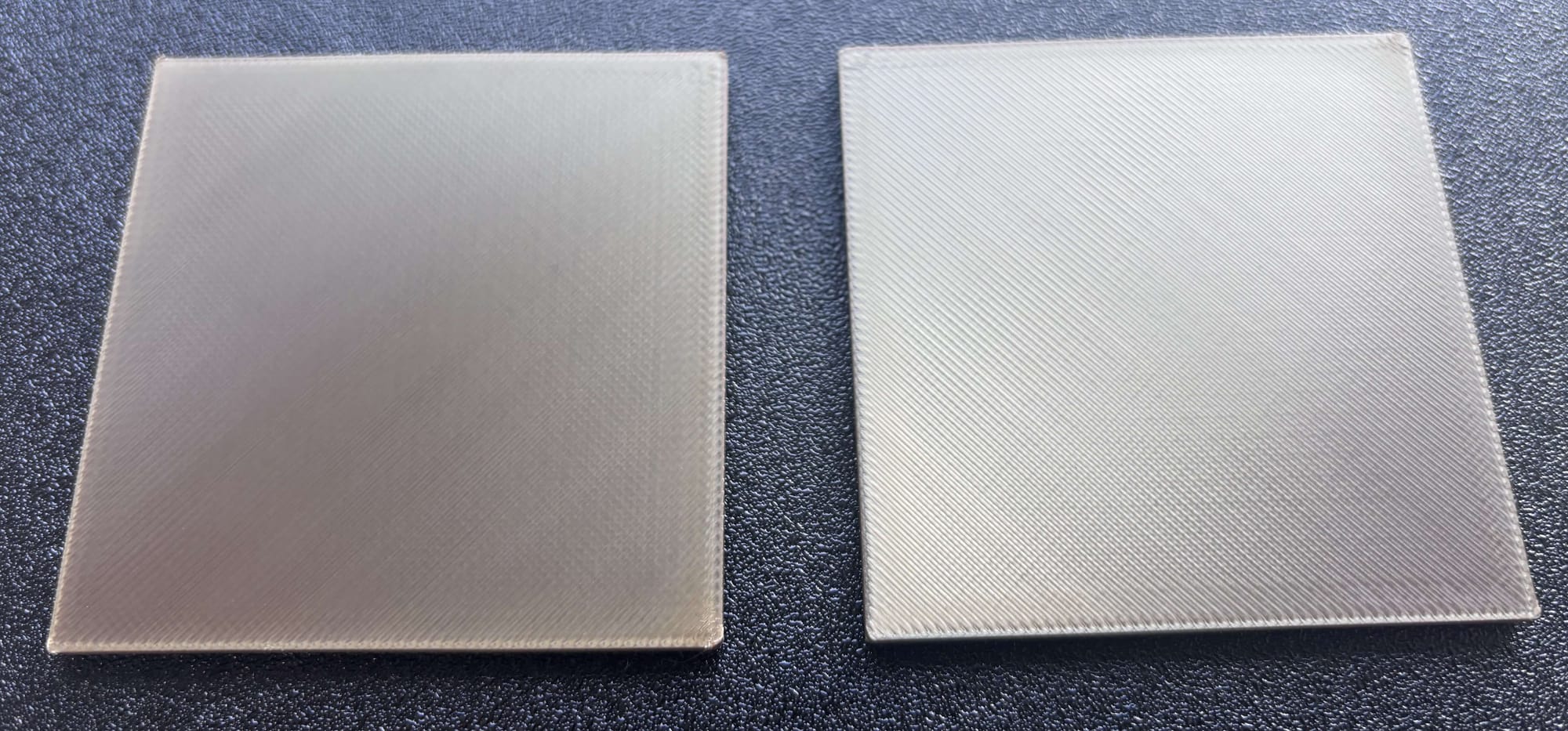
Horní plocha je často to první, co padne do oka. Žehlení k ní přistupuje jemně: tryska po poslední vrstvě povrch “přečísne” s malinkým množstvím materiálu, a tím sjednotí drobné nerovnosti. Výsledek? Hladší odlesk a pocit, že to celé působí čistěji.
Skvěle to sedí na víka krabiček, ploché dekorace, loga a nápisy – prostě místa, která jsou na očích. Je fér počítat s tím, že tisk se tím o něco protáhne a že čistá tryska je klíčová, jinak můžou vznikat šmouhy. U ostrých hran se kontura malinko zjemní – pro estetické modely plus, u technických dílů to nemusí být žádoucí.
Materiály se chovají různě: PLA a hladší/lesklejší filamenty dávají “wau” efekt nejčastěji. Matné, plněné nebo dřevité směsi bývají na žehlení skoupější. U PETG je dobré hlídat teplotu a rychlost, protože rád zanechá tahy a mapky.
Malé finty, které pomáhají:
- klidnější rychlost a nižší průtok pro žehlení,
- přidat ještě jednu horní vrstvu před samotným přejezdem,
- a hlavně čistá tryska (jinak to umí zkazit náladu během pár sekund).
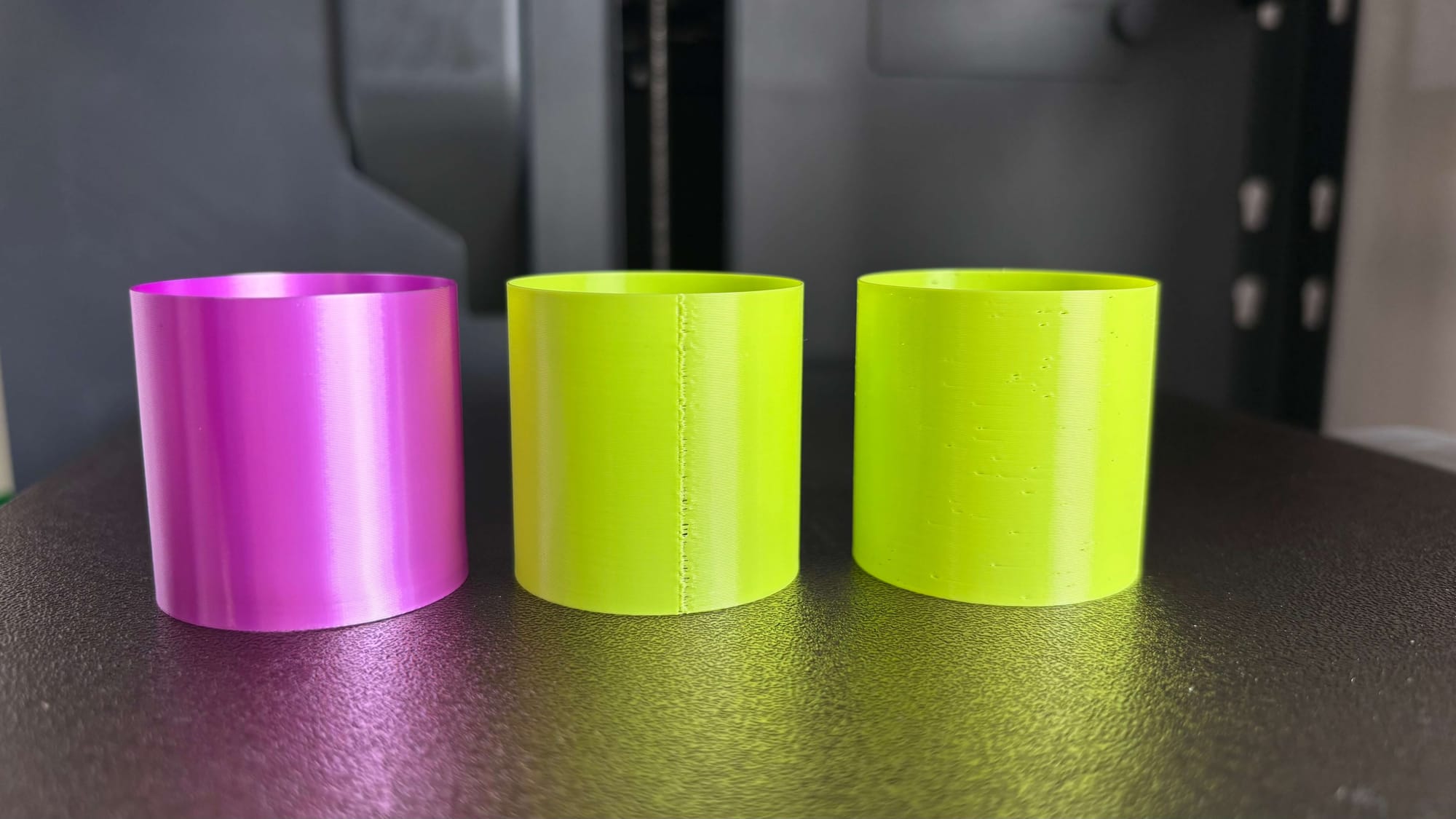
Z‑seam: jak z jizvy udělat nenápadný detail
Každá vrstva má svůj začátek a konec – a to je onen šev. Na oblých tvarech umí rušit, když zůstane vepředu. Dá se s ním ale pěkně pracovat.
Co funguje? Sladit šev do jednoho místa a “uklidit” ho do rohu, pod převis nebo na zadní stranu. U zaoblených a organických tvarů často pomůže náhodné rozmístění, které stopu rozptýlí do ztracena. V moderních slicerech se dá trasa i “namalovat” – poslat ji třeba na záda figurky a je klid.
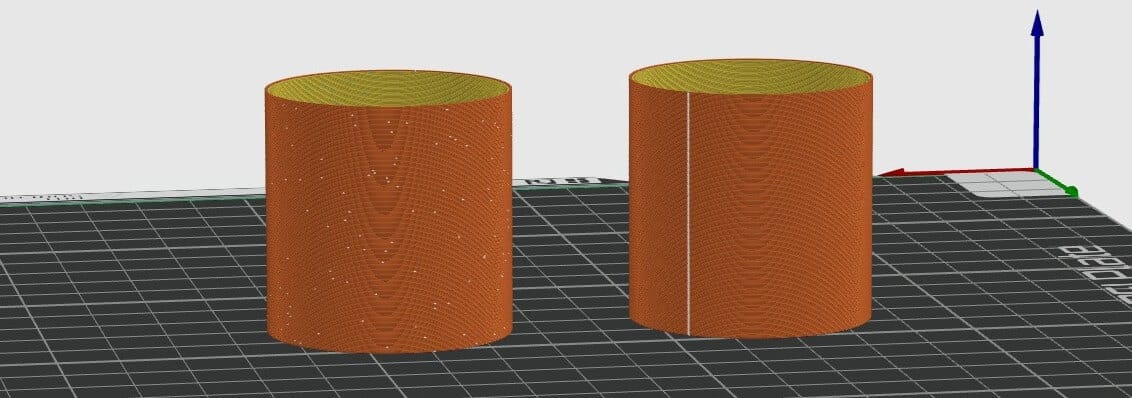
Moderní slicery jsou celkem inteligentní a pokud je objekt členitý, snaží se šev schovat tak, aby nebyl vidět. Ne vždy se jim to ale povede a například u válce šev prostě není kam schovat.
Zjemnění švu jde udělat i drobnostmi: krátké dojetí bez extruze na konci linky zmenší kapku, která prozrazuje spoj. U tenkostěnných váz pak hodně pomáhá plynulý spirálový režim (vase mode) – tím, že netvoří klasické vrstvy se startem/koncem, šev prakticky zmizí.
Ještě dvě rychlé poznámky:
- u válců někdy stačí přidat jeden perimetr navíc a nerovnost se “ztratí” na hraně,
- když je šev vidět i tak, stojí za to přepnout strategii mezi zarovnáním a náhodou a mrknout na náhled.
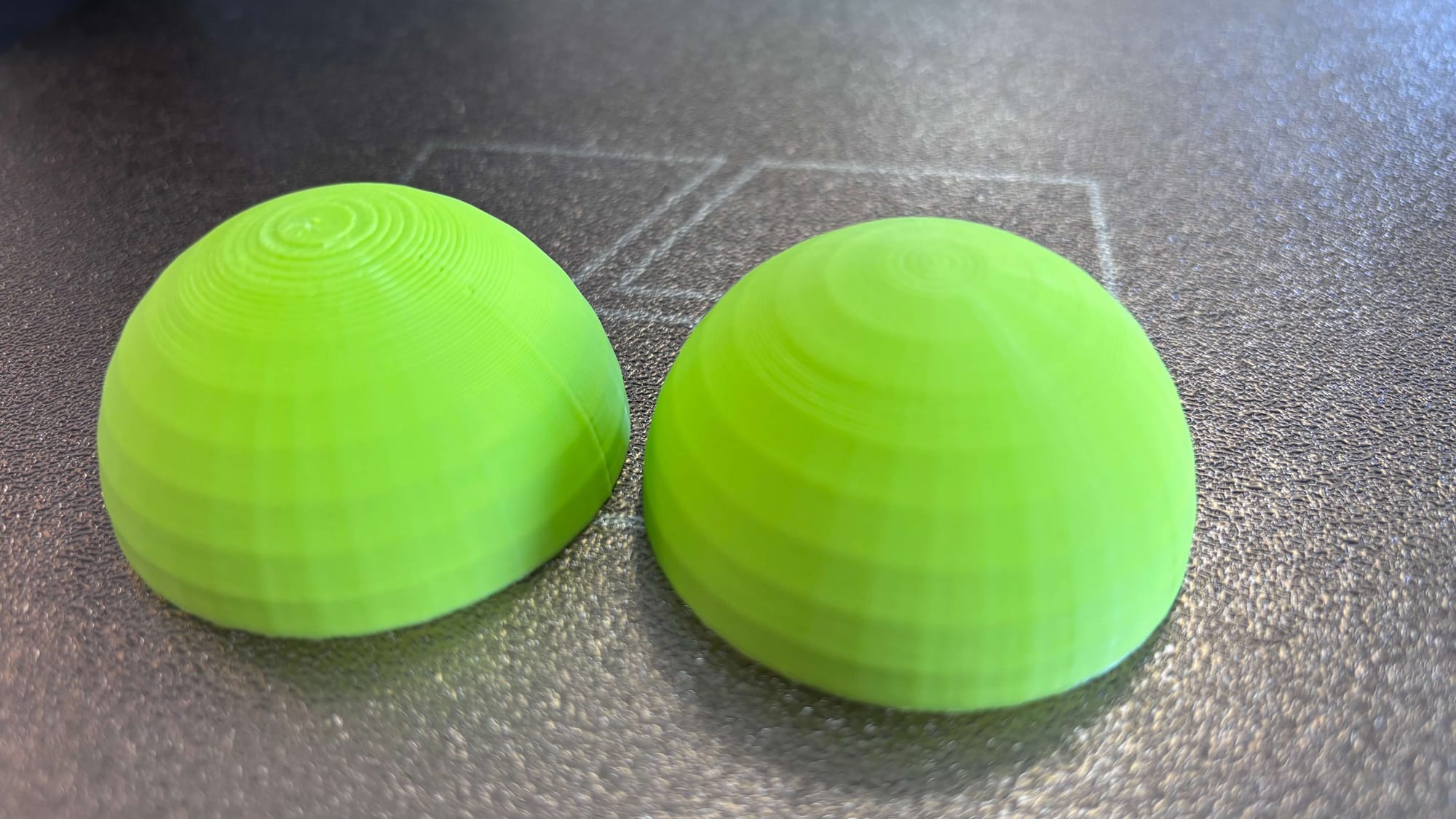
Variable Layer Height: rychlost tam, kde to dává smysl
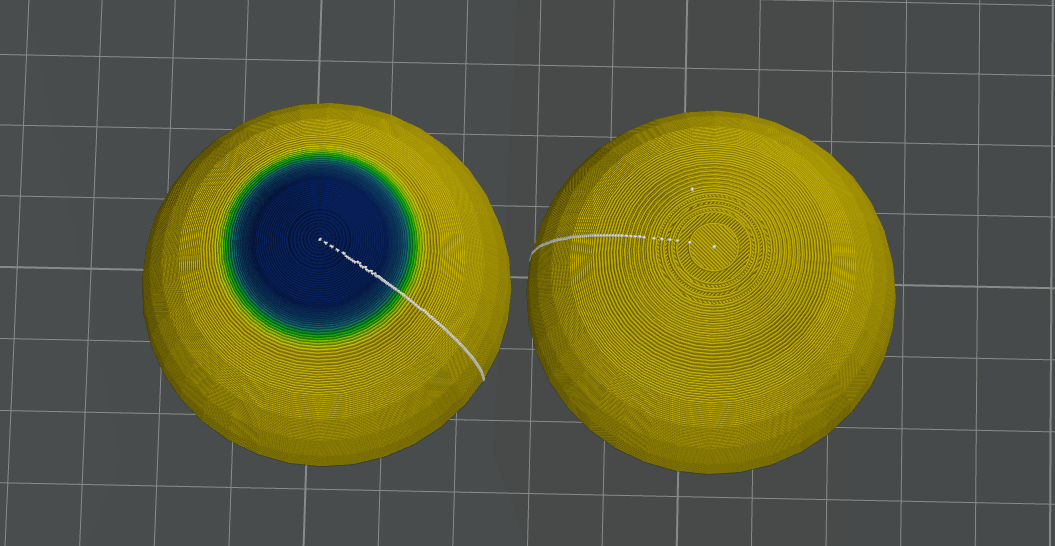
Ne všechny části modelu potřebují stejnou péči. Adaptivní výška vrstvy je chytrý kompromis: roviny jedou ve větších vrstvách a šetří čas, oblouky a detaily dostanou jemnější vrstvy a zůstanou hladké.
V praxi to krásně vychází u bust, figurek a váz – hladkost na tvářích a vršcích, zbytek svižněji. U krabiček a krytů zase rychle ubíhají rovné stěny, zatímco rádiusy nebo nápisy nejsou “ořezané” schůdky.
Něco, co se hodí pohlídat:
- přesné dosedací plochy a otvory často fungují líp s jednotnou výškou vrstvy,
- jemné vrstvy mají rády dobré chlazení (hlavně u PLA),
- u malých špiček pomůže nastavit minimální čas vrstvy, ať má plast kdy ztuhnout; případně přidat jednoduchou chladicí “věžičku”.
Když se v náhledu objevují jemné “schody”, užitečné bývá snížit maximální výšku vrstvy na zaobleních a přitvrdit nastavení kvality adaptivity. Po tisku lze drobné přechody klidně jen lehce přebrousit.
Proč tyhle tři věci hezky drží při sobě
- Ironing zlepšuje pohled shora – vrchní plocha působí uhlazeně a čistě.
- Z‑seam je o pohledu z boku – rušivá linka se schová nebo ztratí.
- Proměnlivá výška vrstvy šetří čas, aniž by to sebralo kvalitu tam, kde ji oko nejvíc řeší.
Jak je šikovně kombinovat
- Krabička: tělo na adaptivní vrstvy, víko s žehlením.
- Figurka: šev “namalovat” do stínu, adaptivní vrstvy zvýraznit na obličeji a vlasech.
- Váza: náhodný šev nebo spirála, k tomu adaptivní vrstvy pro plynulé křivky.
Když se něco nechce chovat podle představ
Žehlení dělá mapy? Pomáhá čistší tryska, klidnější rychlosti, nižší průtok a jedna horní vrstva navíc před žehlením. U PETG často stačí trochu ubrat teplotu a přidat chlazení.
Šev se pořád dere na světlo? Zkusit schovat do rohu/stínu, prodloužit dojezd bez extruze nebo přepnout na náhodné umístění. U válců drobně přidat perimetry.
Adaptivní vrstvy tvoří schůdky? Snížit maximální výšku vrstvy na oblých částech a zvýšit kvalitu adaptivity. U výrazně kulatých tvarů pomůže lehké zabroušení. Když se deformují špičky, zvednout minimální čas vrstvy nebo přidat chladicí “věžičku”.
Moje malé testy pro lepší představu
- Placka 60×60×6 mm: bez žehlení vs. žehlení (Silk PLA).
- Válce Ø40×40 mm (shell-only): spirála/aligned/random.
- Koule 50×50×25 mm: pevná výška 0,28 mm vs. adaptivní.
Slicer není jen místo, kde se vybere teplota a výplň. Je to malá nástrojárna s páčkami, které mají překvapivý dopad na výsledek. Žehlení, práce se švem a proměnlivá výška vrstvy jsou tři z těch, které přinášejí hodně muziky za málo kliků. Ne vždy a ne všude – ale kde záleží na dojmu, rozdíl je vidět okamžitě.